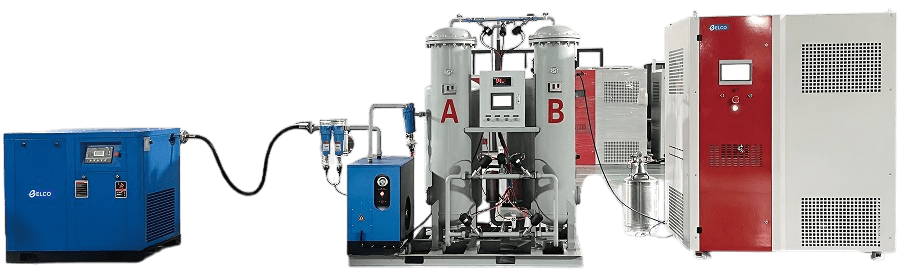
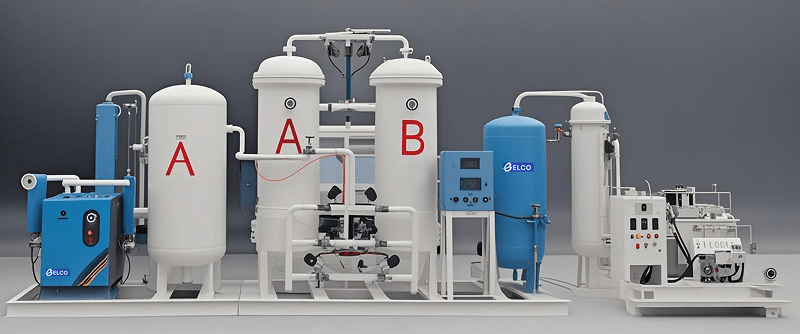
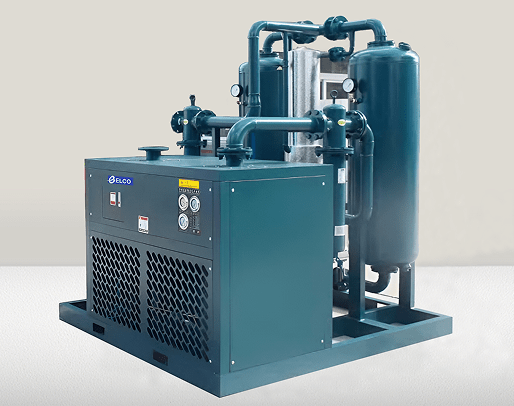
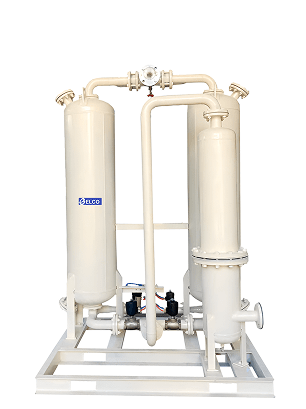
Equipped with an industry-leading microcomputer controller, this product enables real-time communication and integrated control management, ensuring exceptional performance and high stability under various operating conditions. The core components use high-quality butterfly valves for fast, precise, and reliable switching, significantly improving system responsiveness and overall efficiency.
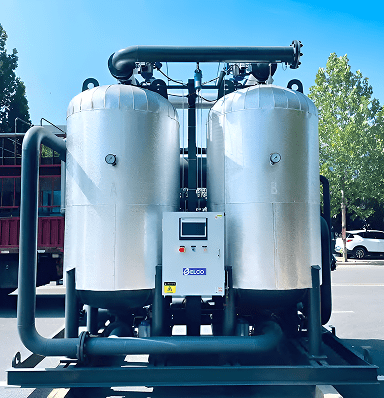
In addition, the uniquely designed gas distribution system ensures even airflow within the towers. Combined with an innovative packing process, it greatly extends the service life of the adsorbent while maintaining excellent adsorption performance during long-term operation. In the regeneration process, waste heat from the air compressor is effectively utilized, enabling energy-efficient and high-performance regeneration, which reduces energy consumption and lowers overall operating costs.
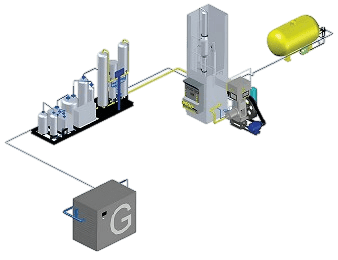
With a compact structure, rational layout, easy installation, and simple maintenance, this advanced industrial system integrates high performance, energy efficiency, environmental friendliness, and intelligent control. It is widely applicable to various gas drying, dehydration, and related process systems.