ELCO ENGINEERING
Is a trusted provider of advanced chemical equipment, offering a comprehensive portfolio of solutions for the chemical industry. Our equipment is designed to meet the diverse needs of industrial, laboratory, and pilot-scale production, ensuring safety, efficiency, and reliability across a wide range of chemical processes.
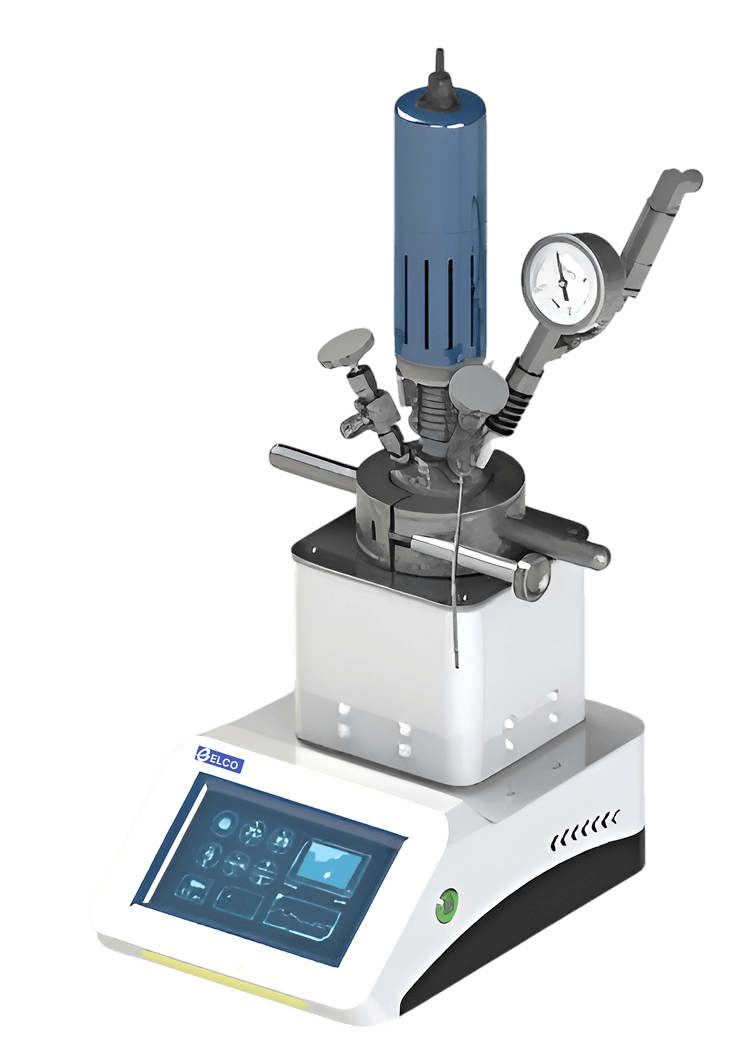
We specialize in supplying high-performance systems such as reactors, heat exchangers, distillation units, mixers, and filtration technologies, tailored to support both standard and custom process requirements. With a strong focus on innovation and quality, our solutions help clients optimize production workflows, reduce operational costs, and maintain the highest standards of safety and compliance.